
BL2020C BL1412S CNC অ্যাঙ্গেল আয়রন মার্কিং পাঞ্চিং শিয়ারিং মেশিন




| না। | আইটেম | প্যারামিটার | |
| বিএল২০২০সি | BL1412S সম্পর্কে | ||
| 1 | প্রক্রিয়াকরণ কোণ ইস্পাত পরিসীমা | ∠৬৩×৩~∠২০০×২০ | ∠৪০×৩ ~ ∠১৪০×১২ |
| 2 | সর্বোচ্চ পাঞ্চিং ব্যাস | ২৫.৫ মিমি | |
| 3 | নামমাত্র বল প্রয়োগ | ৯৫০কেএন | ৫৪০ কেএন |
| 4 | নামমাত্র চিহ্নিতকরণ বল | ১০৩০কেএন | |
| 5 | প্রতি পাশে পাঞ্চিং হেডের পরিমাণ | 3 | 2 |
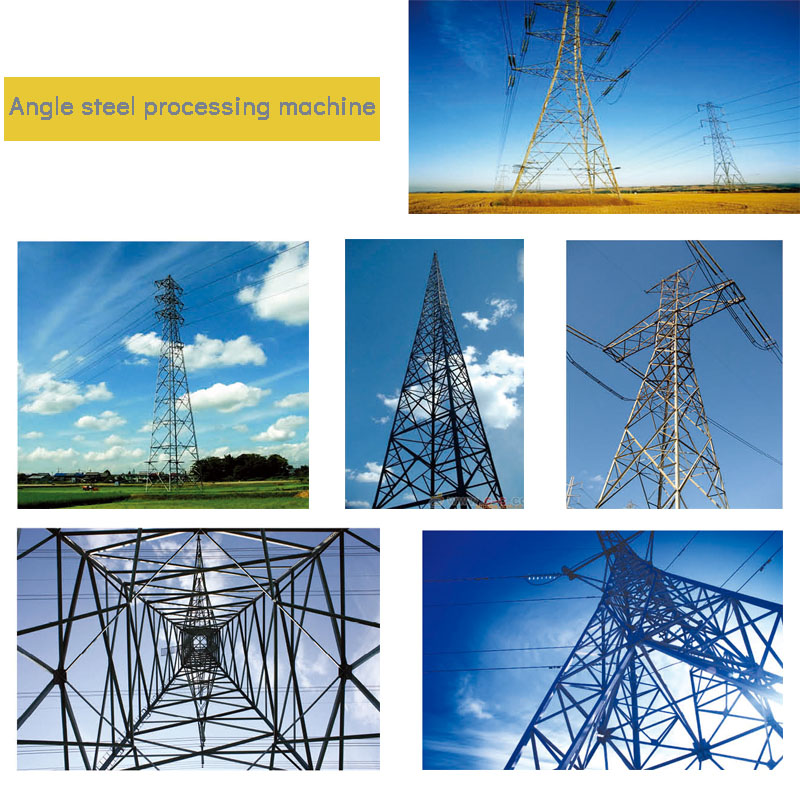
| 6 | সর্বোচ্চ ফাঁকা দৈর্ঘ্য | ১২ মি | |
| 7 | সংখ্যাচিহ্নিতকরণহেডার | ৪টি দল | |
| 8 | অক্ষরের আকার | ১৪*১০*১৯ মিমি | |
| 9 | কাটা পদ্ধতি | ডাবল এজ কাটিং | |
| 10 | মেশিনের মাত্রা | ২৫.৪ মিx৭ মিx২.২ মি | ২৬মিx৭মিx২.২মি |
1. মূল কাঠামোটি একটি মার্কিং ইউনিট, দুটি পাঞ্চিং ইউনিট এবং একটি শিয়ারিং ইউনিট দিয়ে গঠিত।
১) মার্কিং ইউনিটটি একটি বদ্ধ বডি গ্রহণ করে, যা খুবই শক্তিশালী। চারটি বিনিময়যোগ্য প্রিফিক্স বাক্স সহ, প্রতিটিপ্রিফিক্স বক্সে ১০টি অক্ষর থাকতে পারে
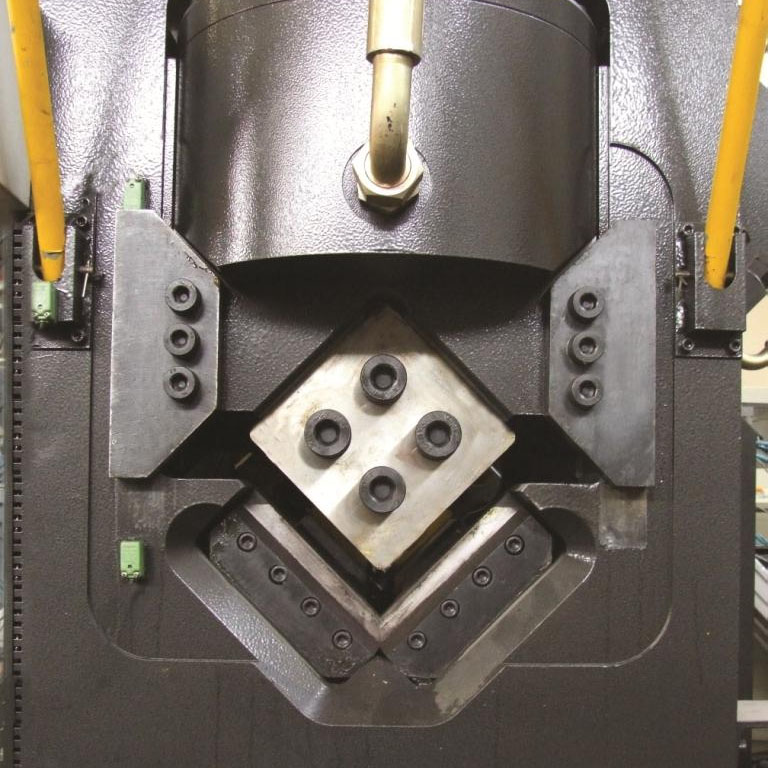
২) পাঞ্চিং ইউনিটটি একটি বন্ধ বডি গ্রহণ করে, যা খুবই শক্তিশালী এবং বন্ধ বিছানায় ইনস্টল করা যেতে পারে।পূর্ণ-দৈর্ঘ্যের উপাদান সমর্থন এবং চাপ দেওয়ার যন্ত্র সঠিক দূরত্ব নিশ্চিত করতে পারে। প্রতিটি পাঞ্চিং ইউনিট সজ্জিতকোণের প্রতিটি পাশে তিনটি ভিন্ন ব্যাসের গর্ত করার জন্য তিনটি ডাই সেট।
ট্রান্সমিশন আধা-দূরত্ব পরিবর্তন করে, এবং আধা-দূরত্ব ধাপহীনভাবে সামঞ্জস্য করা হয়।
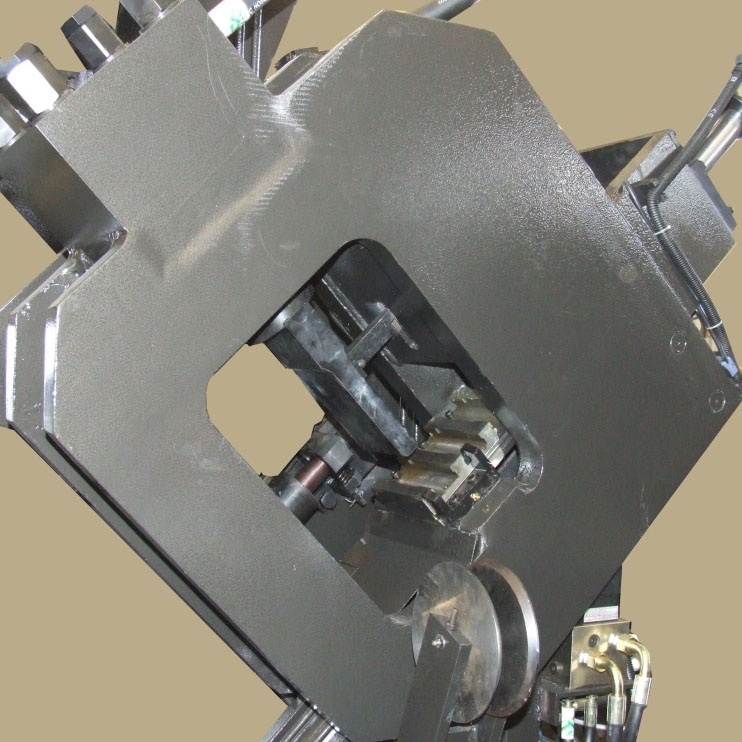
৩) শিয়ারিং ইউনিটটি একটি বন্ধ বডি গ্রহণ করে, যা খুবই শক্তিশালী। ডাবল-ব্লেড শিয়ারিং প্রক্রিয়া কাটা নিশ্চিত করেপৃষ্ঠটি সুন্দর এবং শিয়ার গ্যাপটি সামঞ্জস্য করা সহজ। একক ব্লেড কাটার প্রক্রিয়া নিশ্চিত করে যে কাটার অংশটি সুন্দর এবং শিয়ারিং ক্লিয়ারেন্স সামঞ্জস্য করা সহজ।
চিহ্নিতকরণ ইউনিট
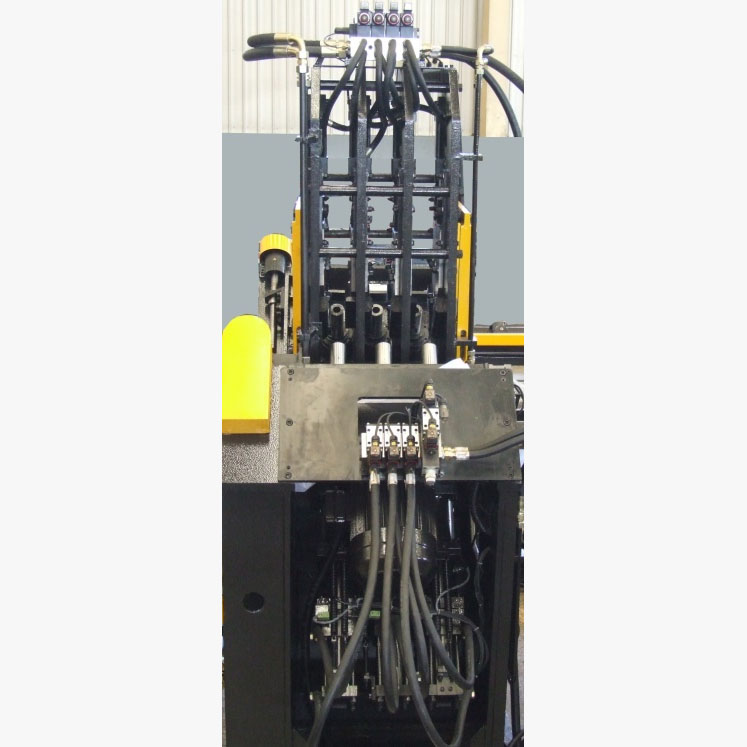
পাঞ্চিং ইউনিট
কাটার যন্ত্র
2. কোণ ইস্পাতটি বায়ুসংক্রান্ত ক্ল্যাম্প দ্বারা আটকানো হয় এবং অবস্থান নির্ধারণের জন্য দ্রুত সরানো হয়। এক্স-অক্ষ খাওয়ানো সার্ভো মোটর গ্রহণ করেট্রান্সমিশন, ঘূর্ণমান এনকোডার প্রতিক্রিয়া, সম্পূর্ণ বন্ধ-লুপ নিয়ন্ত্রণ, উচ্চ নির্ভুলতা।
৩. ট্রান্সভার্স ফোর ফার্থটি চারটি চেইন দিয়ে তৈরি, যার মধ্যে ডায়াল এবং একটি ফ্রেম বডি রয়েছে। মোটর দ্বারা চেইনগুলি গতি কমিয়ে আনা হয়।মেশিন চালিত।
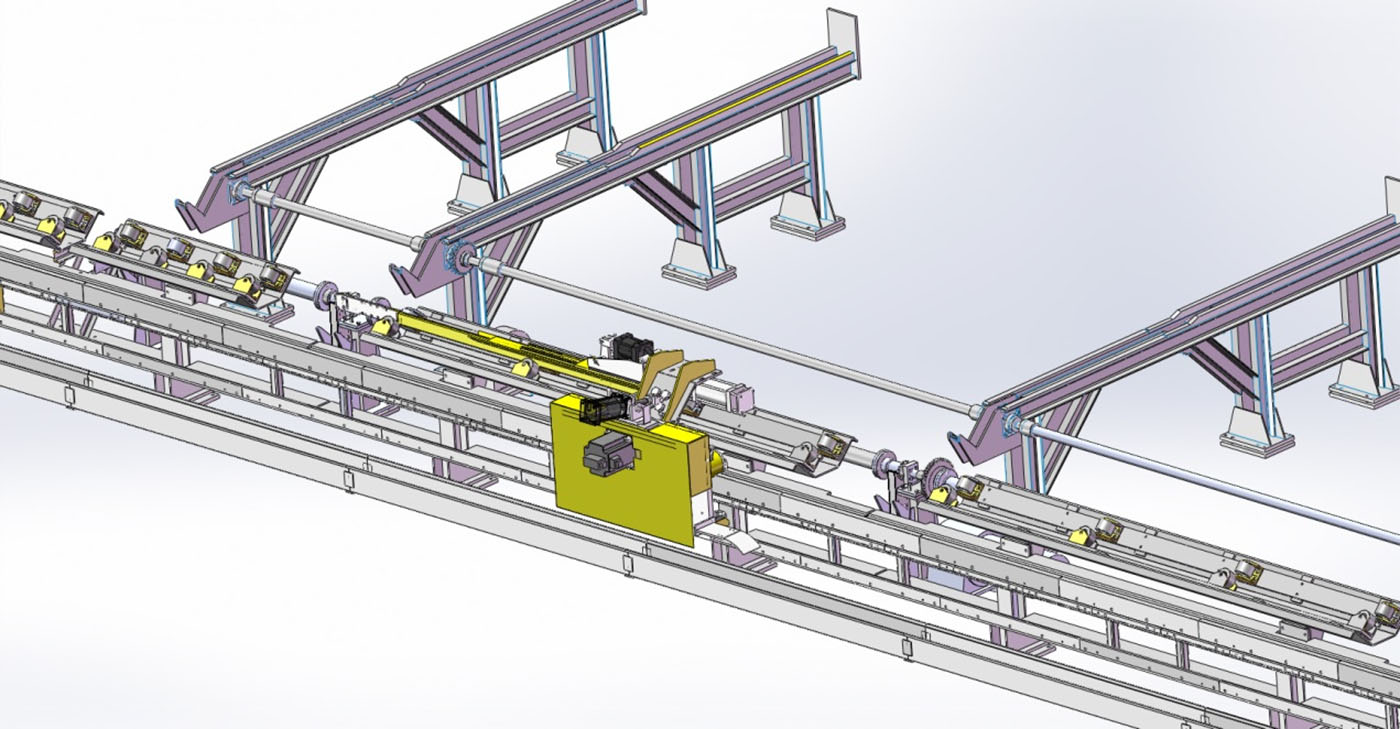
৪. ঘূর্ণমান ফিডারটি মোটর দ্বারা রিডুসার এবং চেইনের মাধ্যমে চালিত হয় এবং অনুভূমিক ইন-ফিডিং উপাদান পরিবাহকের কোণ ইস্পাতকে অনুদৈর্ঘ্য পরিবাহকের মধ্যে ঘোরায়।
৫. ডিসচার্জ ম্যাটেরিয়াল চ্যানেলটি ম্যাটেরিয়াল চ্যানেল বডি এবং সিলিন্ডার দিয়ে গঠিত। সমাপ্ত অ্যাঙ্গেল স্টিলটি মূল মেশিনের অংশ থেকে বেরিয়ে আসার পরে ঘূর্ণনের মাধ্যমে উৎপাদন লাইন থেকে বেরিয়ে যায়।

৬. মেশিনটিতে তিনটি সিএনসি অক্ষ রয়েছে: ফিডিং ট্রলির নড়াচড়া এবং অবস্থান, এবং পাঞ্চিং ইউনিটের ডাই ফ্রেমের উপরে এবং নীচের নড়াচড়া এবং অবস্থান।
৭. মেশিন দ্বারা কনফিগার করা এয়ার সিলিন্ডার, সোলেনয়েড ভালভ, হাইড্রোলিক ভালভ, পিএলসি প্রোগ্রামেবল কন্ট্রোলার, সার্ভো মোটর, ড্রাইভার ইত্যাদি আমদানি করা যন্ত্রাংশ, যা উচ্চ মানের এবং সরঞ্জামের উচ্চ নির্ভরযোগ্যতা এবং উচ্চ নির্ভুলতা নিশ্চিত করে।
৮. কম্পিউটার প্রোগ্রামিং সহজ, এবং এটি উপাদান গ্রাফিক্স এবং গর্ত অবস্থানের স্থানাঙ্ক আকার প্রদর্শন করতে পারে, যা পরিদর্শনের জন্য সুবিধাজনক। উপরের কম্পিউটার ব্যবস্থাপনার ব্যবহার প্রোগ্রামগুলির সঞ্চয় এবং কলিং; গ্রাফিক্স প্রদর্শন; ত্রুটি নির্ণয় এবং দূরবর্তী যোগাযোগকে ব্যাপকভাবে সহজতর করে।

| NO | নাম | ব্র্যান্ড | দেশ |
| 1 | এসি সার্ভো মোটর | ডেল্টা | তাইওয়ান, চীন |
| 2 | পিএলসি | ডেল্টা | |
| 3 | ডাবল ভেন পাম্প | অ্যালবার্ট | আমেরিকা |
| 4 | ইলেক্ট্রোম্যাগনেটিক আনলোডিং ভালভ | ATOS/ইউকেন | ইতালি / তাইওয়ান, চীন |
| 5 | রিলিফ ভালভ | ATOS/ইউকেন | |
| 6 | ইলেক্ট্রোম্যাগনেটিক রিলিফ ভালভ | ATOS/ইউকেন | |
| 7 | ইলেক্ট্রো হাইড্রোলিক দিকনির্দেশক ভালভ | জাস্টমার্ক | তাইওয়ান, চীন |
| 8 | ইলেক্ট্রোম্যাগনেটিক দিকনির্দেশক ভালভ | জাস্টমার্ক | |
| 9 | ভালভ পরীক্ষা করুন | জাস্টমার্ক | |
| 10 | বায়ু ভালভ | এয়ারট্যাক | |
| 11 | বাস বার | এয়ারট্যাক | |
| 12 | বায়ুর মান | এয়ারট্যাক | |
| 13 | সিলিন্ডার | এসএমসি/সিকেডি | জাপান |
| 14 | দ্বৈত | এসএমসি/সিকেডি | |
| 15 | কম্পিউটার | লেনোভো | চীন |



কোম্পানির সংক্ষিপ্ত প্রোফাইল

কারখানার তথ্য

বার্ষিক উৎপাদন ক্ষমতা

বাণিজ্য ক্ষমতা